Catalog - URMA - Precision Boring Modular Tooling System and CircoTec - High Performance Reamers
System elements and Coolant
The URMA tool system is designed as an adapter system with a large number of combinable individual elements. For the particular machining task, these elements are combined in such a way that the maximum stability and production safety are achieved.
All element of the tool system are equipped with internal coolant feed as standard.
Alpha module - Thread lock system - the axial threaded connection produce high pressing force on the face surface and high truth of running to guarantee maximum stability, highest rigidity and balance oscillation supression.
 Beta module - Side lock system - simple and fast component change, resulting in highest degree flexibility in production. Even the other famous manufacturers tool system that are 100 % compatible can be immediately combined with the Beta module tool system.
Beta module - Side lock system - simple and fast component change, resulting in highest degree flexibility in production. Even the other famous manufacturers tool system that are 100 % compatible can be immediately combined with the Beta module tool system.
System extensions - using adaptors, the Alpha module can be adapted to fit the Beta module system.
Hydraulic Chucks
DIN 69871 - AD + B
MAS - BT - AB
HSK - DIN 69893 (Hollow Shaft Taper)
HSK types are the best application for High Speed Cutting - High speed cause the spindles to widen and the steep taper moves further into the spindle, causes problems after spindle stop, and face contact of HSK tools prevent this.
 The taper of HSK tool is in full contact with the spindle taper once clamped to increase the torque transmission. Centrifugal forces press the clamping unit against the outside which lead to increase tensional forces.
The taper of HSK tool is in full contact with the spindle taper once clamped to increase the torque transmission. Centrifugal forces press the clamping unit against the outside which lead to increase tensional forces.
Tolerances between taper and face of the hollow shaft are less than 2 micron, and the balancing adaptors and tool holders is absolutely necessary.
URMA Modular Tooling System Alpha Module
URMA Modular Tooling System Beta Module
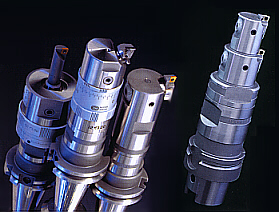
The Alpha Module and Beta Module designed as compatible each other with higher flexibility and higher accuracy because of the moment transfer system through larger conical surfaces and face key and all balanced.
The beta module also can be adapted with
Milling cutter adaptors
Weldon adaptors
Morse taper adaptors
Collet adaptors with ER/ESX-collets
Fine Boring Head with adjustable counterbalance
 Setting with balancing mechanism in 5 micron/diameter extend the ISO insert life - even at 20,000 rpm this fine boring head runs smoothly and produces perfect surface finish and roundness for boring depth up to 8 x D.
Setting with balancing mechanism in 5 micron/diameter extend the ISO insert life - even at 20,000 rpm this fine boring head runs smoothly and produces perfect surface finish and roundness for boring depth up to 8 x D.
Boring Bars
 Boring bars are positioned accurately with the clamping system. Covering the boring range of diameter 10 mm to 40 mm with the coolant feed channel as a standard, compatible with carbide, cermet, CBN, and diamond inserts.
Boring bars are positioned accurately with the clamping system. Covering the boring range of diameter 10 mm to 40 mm with the coolant feed channel as a standard, compatible with carbide, cermet, CBN, and diamond inserts.
Boring Bars extra-long made from Carbide
 With variable length adjustment of the boring bar up to 8 x D ensures optimum rigidity for all applications. Boring bar from 8 mm upwards are supplied with coolant bores as standard.
With variable length adjustment of the boring bar up to 8 x D ensures optimum rigidity for all applications. Boring bar from 8 mm upwards are supplied with coolant bores as standard.
Extensions and Reducers
System flexibility - a significant increase of rigidity can be achieved by combining adaptors, reducers and extension for extended boring bars, mainly used for deep bore machining.
Chamfer Collars
 Bore and chamfer in one step - the chamfering collar may be adjusted up or down the tool assembly as required.
Bore and chamfer in one step - the chamfering collar may be adjusted up or down the tool assembly as required.
Double Cutter Heads
 High rigidity - The precision ground serration transmits even highest cutting forces generated by advanced cutting depths and feedrates. Insert holders support each other, therefore vibration-free machining is guaranteed with through spindle coolant feed as standard.
High rigidity - The precision ground serration transmits even highest cutting forces generated by advanced cutting depths and feedrates. Insert holders support each other, therefore vibration-free machining is guaranteed with through spindle coolant feed as standard.
Insert Holders and Inserts
The two insert holders are clamped into hardened and ground serrated grooves on the boring head and support each other. 75 degree for through boring of grey cast iron for avoiding bottom break-out damage.

By using Urma inserts you have the guarantee, that you are working with a safe and economical solution for your boring operation from the first to the last chip, because on the optimal tool, the optimal inserts.
With the ideal chipbreaker geometries as well as cutting materials you will get better results. Hereby not only tool life and tolerance keeping, but also process security are the essential criteria.
Fine Boring Head 5 micron for High Precision Finishing with Alpha module
 Easy and smooth with diameter presetting 5 micron per diameter by graduated ring. The locking system simultaneously locks the setting ring and the insert holder. The coolant feed through the centre, flows optimally into the cutting zone as standard. Cutting edges orientation through 360 degree, can be reset to any radial orientation.
Easy and smooth with diameter presetting 5 micron per diameter by graduated ring. The locking system simultaneously locks the setting ring and the insert holder. The coolant feed through the centre, flows optimally into the cutting zone as standard. Cutting edges orientation through 360 degree, can be reset to any radial orientation.
Fine Boring Head 10 micron for Precision Finishing
 Easy and smooth with diameter presetting 10 micron per diameter by graduated dial. Diameter changes whilst machining are impossible, because the locking system simultaneously locks the setting dial and insert holder slide. Retraction grooves can therefore be avoided by table offset, and the cutting edge can be reset to any radial orientation.
Easy and smooth with diameter presetting 10 micron per diameter by graduated dial. Diameter changes whilst machining are impossible, because the locking system simultaneously locks the setting dial and insert holder slide. Retraction grooves can therefore be avoided by table offset, and the cutting edge can be reset to any radial orientation.
Groove Cutter Head and Chamfer Milling Head
 Modular system - cutter heads for machining circlip grooves can be equipped with inserts grooves of 1.1 mm to 4.15 mm and compatible on modular system.
Modular system - cutter heads for machining circlip grooves can be equipped with inserts grooves of 1.1 mm to 4.15 mm and compatible on modular system.
Chamfer milling heads from diameter 2 mm with ISO inserts available.
NC Adaptors
 The NC adaptors are designed to accept drills, and the adaptors are characterised by a high radial running accuracy of 0.05 mm. The range of drills could be mounted from 0 up to 16 mm.
The NC adaptors are designed to accept drills, and the adaptors are characterised by a high radial running accuracy of 0.05 mm. The range of drills could be mounted from 0 up to 16 mm.
NC Tapping Adaptors
 The NC tapping adaptors are designed to accept taps, compatible with Bilz. Range of tapping from equivalent M 4 up to M 33.
The NC tapping adaptors are designed to accept taps, compatible with Bilz. Range of tapping from equivalent M 4 up to M 33.
Intermediate Adaptor
 Modular system - one single adaptor for all bore diameter from diameter 150 mm up to 800 mm, with the rigid construction of large ground serrations transmit the machining load.
Modular system - one single adaptor for all bore diameter from diameter 150 mm up to 800 mm, with the rigid construction of large ground serrations transmit the machining load.
Diameter Extenders
The ground serrations do not only guarantee precise presetting and interlock but also transmit, with rigid clamping bolts, the highest cutting loads.
Super MegaMax
 The highest performance tool system for a boring range from dia. 500 mm to 1600 mm with roughing insert holder and fine boring heads cover entire boring.
The highest performance tool system for a boring range from dia. 500 mm to 1600 mm with roughing insert holder and fine boring heads cover entire boring.
URMA Digiset
 Pre-setting and measuring instrument for highest accuracy - With the two axis, X(diameter) and Z(length) are digitally displayed. At the touch of the button, the resolution can be switched from 0.01 to 0.001 mm, and into inch.
Pre-setting and measuring instrument for highest accuracy - With the two axis, X(diameter) and Z(length) are digitally displayed. At the touch of the button, the resolution can be switched from 0.01 to 0.001 mm, and into inch.
In order to be able to measure drills and similar tools securely, the measuring arm can overrun the zero setting point.
For the purpose of labelling the tools, the measured data can be printed on a printer by means of a Opto RS232 interface and appropriate software.
After the instrument has been switched on, the measuring arm has simply to be moved to the end stop and placed on the spindle nose to enable the instrument to be placed in the zero position with the set button. No setting gauge required, the spindle acts as reference diameter. A reference value can be set in any position on both measurement axes.
The stainless steel spindle is supported in a high precision bearing, it can be secured at any angle of rotation. With the X for diameter 300 mm and Z traverse of 400 mm enable also large tools to be adjusted and measured.
CircoTec - High Performance Reamers
Super high finishing tools for reaming diameter range from 5 mm up to 50 mm, with fixed and adjustable reamer supplied by internal coolant supply and suitable for all materials.
In order having any difficulties and reaming failure on reamer application, it should be checked on Reaming Trouble Shooting.
- All the dimensions can be changed without prior notice.
- Other specification and dimension, on request.